SKEDSOFT
Introduction:
Six sigma is a purely management based tool, which implies on the scheduling and planning strategies by which we can improve our profit.
Defects per million opportunities:
1. If the value of this characteristic falls within values called the “specification limits,” then the unit in question is generally considered acceptable, otherwise not. Often critical characteristics have both “upper specification limits” (USL) and “lower specification limits” (LSL) that define acceptability. For example, the bolt diameter must be between LSL = 20.5 millimeters and USL = 22.0 millimeters for the associated nuts to fit the bolt.
2. Suppose further that the characteristic values of items produced vary uncontrollably around an average or “mean” value, written “μ,” with typical differences between repeated values equal to the “standard deviation,” written “σ”.
3. For example, the bolt inner diameter average might be 21.3 mm with standard deviation, 0.2 mm, i.e., μ = 21.3 mm and σ = 0.2 mm. With these definitions, one says that the “sigma level,” σL, of the process is

4. Note that σL = 3 × Cpk .If σL > 6, then one says that the process has “six sigma quality.”
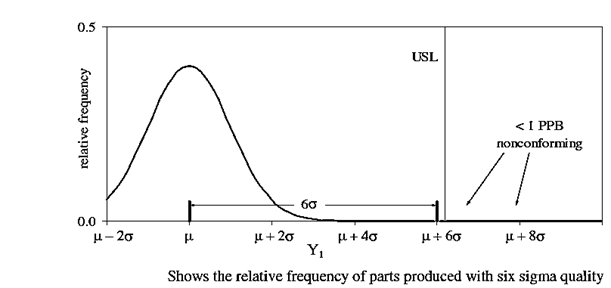
5. This quality level is often considered “mediocre”. With six sigma quality and assuming normally distributed quality characteristic values under usual circumstances, the fraction of units produced with characteristic values outside the specification limits is less than 1 part per billion (PPB).
6. If the process mean shifts 1.5σ toward the closest limit, then the fraction of “nonconforming” units (with characteristic values that do not conform to specifications) is less than 3.4 parts per million (PPM.
7. This figure implies assumptions including that the upper specification limit is much closer to the mean than the lower specification limit.
- One practical benefit of this definition is that it emphasizes the importance of achieving what might be considered high levels of process quality.
- This emphasis can be useful since the costs of poor quality are often hard to evaluate and much greater than the cost of fixing or “reworking” nonconforming units.
- Typically, correct accounting of the costs includes higher inventory maintenance and delayed shipment dates as well as down-the-line costs incurred when quality issues disrupt production by creating unpredictable rework and processing times. Also, if there are “nonconforming” units, then customers may be upset or even injured.
- The losses to the company from such incidents might include law suit costs, lost revenue because demand may be reduced, and turnover and absenteeism costs arising from a demotivated workforce.
