SKEDSOFT
The Application of Formal Improvement Systems Technology:
a) A team of two people trained in design of experiments (including the author) persuaded the engineering supervisor in charge of fixing the machine to apply design of experiments methods.
b) A team was created for planning the experiment, conducting the tests, and analyzing the results.
c) Drawing on the engineering talent of the team.
d) The output or response selected was the fraction of b = 500 parts for which the rubber would not stick. Typical fractions nonconforming were expected to be greater than p0 = 0.05. An initial budget al. location for 8 test runs, each involving 500 parts, was allocated. All 4000 parts could be made and tested in a single day.
Example(Rubber Machine DOE Plan)
Which is correct and most complete (according to previous chapters)?
a. The fraction nonconforming in this case should not be treated as a continuous response.
b. Response surface methods are a good fit because the important factors are known.
c. A fractional factorial screening experiment could be applied with up to seven factors.
d. The relevant response is categorical, so regression cannot be applied.
e. All of the above are correct.
Answer: According to Chapter 15, the response can be treated as categorical because b × p0 > 5, i.e., more than five units are expected to be nonconforming in all test runs. Therefore, (a) and (d) are false. There was a long list of potential
candidates. Also, the budget al.location was for only eight runs. Therefore, (b) is false and response surface methods would not be a good fit.
Therefore, (c) is correct.
System boundaries:
1. The improvement team selected the eight run fractional factorial to structure experimentation.
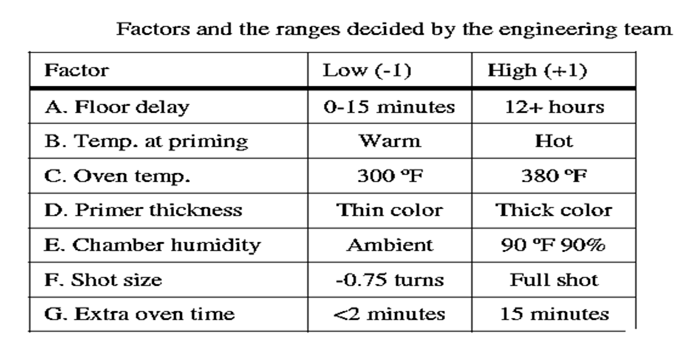
2. Resulting fractions nonconforming are also described in the right-hand column. Interestingly, all fractions were lower than Expected perhaps because of a Hawthorne effect, i.e., the act of watching the process carefully seems to have improved the quality.
3. One of the factors involved a policy decision about how long parts could wait in queue in front of the rubber machine before they would need to be “reprised” using an upstream “priming” machine. This factor was called “floor delay”.
4. If the results had suggested that floor delay was important, the team would have issued recommendations relating to the redesign of engineering policies about production scheduling to the plant management. It was recognized that we probably could not directly control the time parts waited. With 4000 parts involved in the experiment, complete control of the times would have cost too much time.
5. Therefore, the team could only control decisions within its sphere of influence. Implicitly, therefore, the “system boundaries” were defined to correspond to what could be controlled, e.g., a maximum time of 15 minutes recommended for parts to sit without being re-primed in our recommended guidelines. This was the control factor.